




OUR CUSTOMERS ARE
OUR FIRST PRIORITY
Built for the plural component chemical industry, PMC designs a complete product line of spray foam and plural component polyurethane systems with you in mind. All of our products are the direct result of customer input, innovation, creativity and the perfectionist spirit of its engineers. When you purchase from PMC, you know you’re getting the highest quality equipment, unmatched reliability, expert training and technical support.
We deliver less complicated machinery and equipment to achieve the high level of performance owners expect while minimizing challenges inherent to the plural component industry. Our PMC family will stand by you every step of the way to enable you to build your successful business. Here the service does not stop with the sale.
We provide our customers with outstanding sales and technical service through a worldwide network of distributors. If you’re planning to get into spray foam insulation, do it right with PMC.

BUY THE BEST THE FIRST TIME.
OUR PRODUCTS
See our newest products engineered, tested and manufactured here in our USA facilities. Driven by factors that include safety, quality and economic concerns, as well as good old-fashioned American pride, we are proud to be made on-shore, in the USA.


American-made spray foam and plural component polyurethane systems give you the power, performance and dependability your business demands. Our full line includes Data Recording Foam, Hydraulic Foam, Pneumatic Foam Data Recording Coatings and Hydraulic Coatings Proportioners.

The PMC Xtreme Gun with proven reliability saves business owners and their lead sprayers $3,150 on average per spray gun compared to competing spray guns. The PMC Xtreme Gun also offers proven reliability, with as much as 60 sets of material sprayed with the same diamond plated mixing chamber and engineered resin side seal set.
Durable and designed for use with polyurethane, epoxies and most industrial and commercial coatings. PMC Transfer Pumps are built with a wetted and divorced fluid section to prevent crystallization from harsh chemicals.

Our unique and innovative braided design provides greater even heat, quicker initial heat-up and incredible durability. Check out our new 100’ heated hose sections.
Interchangeable and affordable, each part and accessory is American-made and wholly stocked for quality and convenience.

LEARN A NEW
TECH TIP
WITH TIM
PMC TECHNICAL
SERVICES MANAGER

OUR PRODUCTS OUTPERFORM
AND OUTLAST OUR COMPETITORS.
When your business is your equipment, choose the best the first time.
GREATER PERFORMANCE
Our products are strategically designed to help your operation run smoothly. When compared to circuit board-based machines, PMC machines last longer, are easier to fix and require less maintenance. Experience less downtime and more profitability.
100% RELIABLE
From residential SPF insulation projects to high-volume commercial spray jobs, PMC machines provide the durability and dependability to complete the job. PMC machines are constructed to exacting standards and are 100% guaranteed.
GREATER VALUE
Our machines are competitively priced and less expensive than other comparable plural component proportioners currently available. Greater performance, highest quality, attractive pricing and low maintenance equate to a better ROI.
LOCATE A
DISTRIBUTOR
PMC offers outstanding sales and technical support through a worldwide distribution network. PMC’s Distributors are skilled and highly trained in PMC’s complete product line, capable to meet all of your sales and service needs. Contact your local PMC Distributor today.
CLICK HERE FOR FULL DISTRIBUTOR LIST.



VIEW THE LATEST
PRODUCTS AT PMC
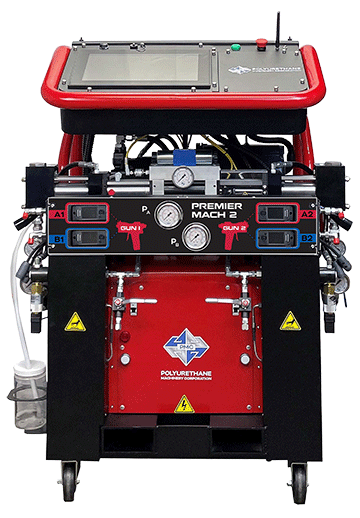
Introducing Our Dual Gun Machine – The Premier Mach 2!
The first Patent Pending dual gun proportioner that is made to spray on-ratio. In addition, it features a touchscreen dashboard for monitoring and reporting.
- Up to two size 02 or equivalent chambers, 40 lbs per minute.
- Hose length of 160′ – 260′ per side.
- 77 amp full draw keeps power requirement low.
- Real-time monitoring software and remote control access
Introducing PMC’S Enhanced
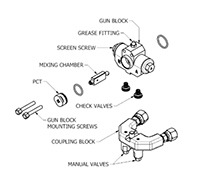
Xtreme Spray Gun!
The technology behind PMC’s Xtreme Spray Gun’s design combines the best in design and materials, providing a lightweight spray gun that minimizes issues and is easy to maintain.
- New Ergonomic handle provides sustainability to sprayers.
- PMC strap allows for easy handling & comfort.
- Stainless steel check valve assembly with o-ring seal prevents leaking.
- New stainless steel two-part air piston prevents wear & allows for easy maintenance.
CLIENT
TESTIMONIALS
PMC BLOG


Shutting Down Your Proportioner Short-term and Long-Term Shutdown Procedures
PMC Equipment hopes spray foam insulation contractors and polyurea coatings contractors are not experiencing significant long-term or short-term shutdowns on their spray foam insulation proportioners and polyurea coatings equipment. Unfortunately, shutdowns have been the reality for some!… Read More

PMC Equipment – Growing From Our Strengths. Discover the Recipe for a Strong Partnership with us
What can #PMCEquipment do for you? Everyone throughout our spray foam insulation and coatings industry recognizes that PMC, as an organization, is always there for our distributors and our #PMCContractors. You speak, we listen. No matter what you… Read More

PMC – Tim’s Tech Tips – Episode 7
Classic Pump Rebuild – Assembly and Disassembly
PMC – Tim’s Tech Tips – Episode 6
Interchangeable Pour Gun Parts – PX-7 to GX-7